Graphite Electrodes
Engineered for arc stability, joint integrity, and uptime. Ei6 supplies graphite electrodes and nipples for EAFs, ladle furnaces, and foundries, backed by technical support that meets your melt shop where it runs.
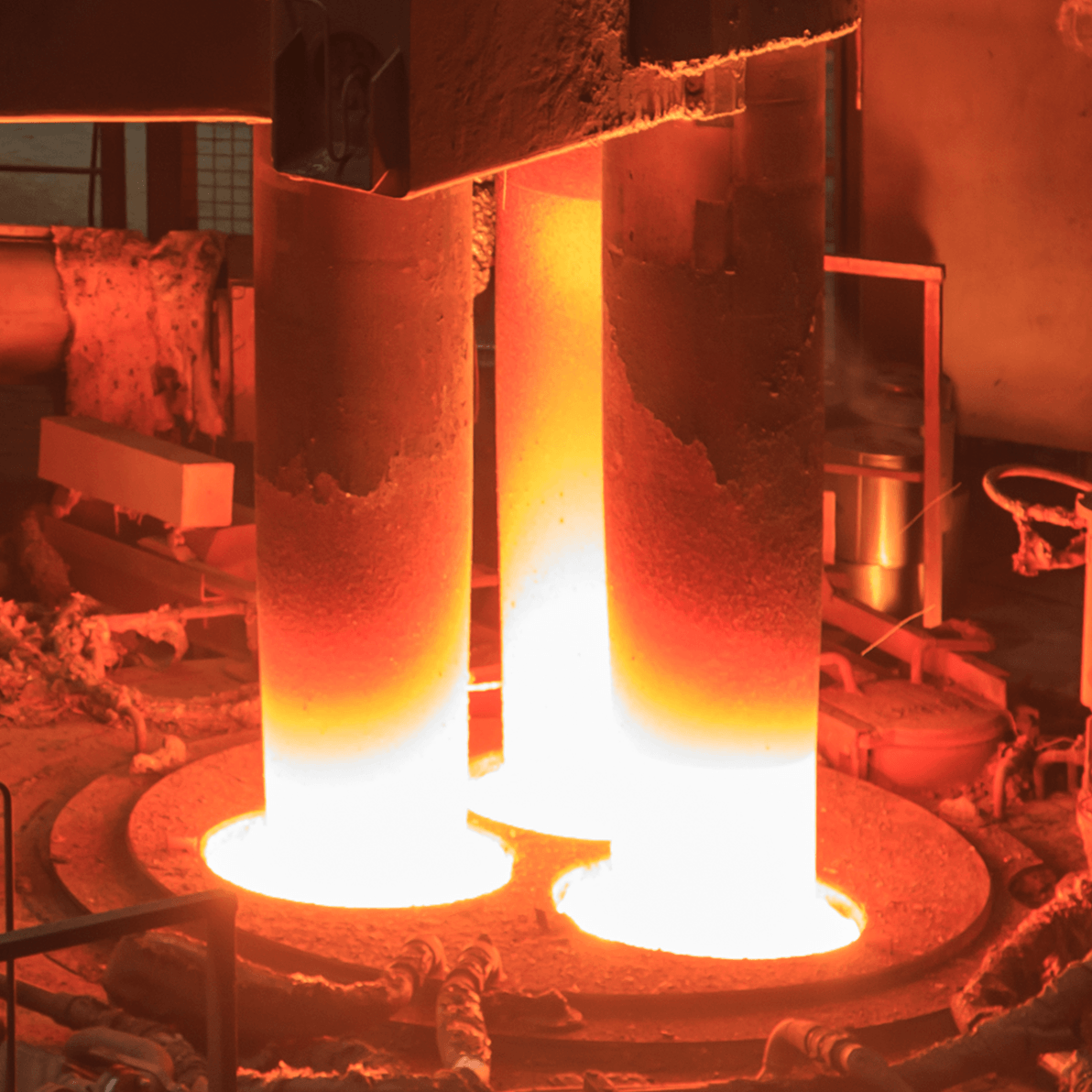
Reliable Power to the Bath.
Fewer Unplanned Stops.
From diameter selection to joint torque and current density, the details matter. Our electrodes and nipples are specified for consistent conductivity and mechanical strength, then verified through rigorous QC so your team can run hotter, longer, and with fewer breaks. Talk to our engineers; we’ll align size, grade, and optimal joint design to your furnace and charge mix requirements.
Built for performance in real production, not just in a datasheet
When your arc is steady, everything downstream runs smoother—power, practice, and production. Our electrodes are specified for conductivity, strength, and tight geometry so you can push current without inviting breakage. The result is predictable performance, fewer interruptions, and better use of every heat.
Key Advantages:
- Arc stability and predictable conductivity
- High joint integrity to reduce breakage and unplanned stops
- Tight tolerances across diameter and thread geometry
- Reliable supply with documented QC and lot traceability
- Technical support for sizing, practice, and start-up trials
- Packaging that protects ends and threads from harsh handling
Applications
EAF steel, ladle refining, and foundry melting
The demands change, but the need for reliable power transfer doesn’t. We match diameter, grade, and operating ranges to your transformer, charge mix, and practice so you can run hotter, longer, and with fewer surprises. Tell us how you melt and tune the spec to fit.
Key Advantages:
- Electric Arc Furnaces (EAF) — long and mini-mill
- Ladle furnaces (LF) and refining stations
- Foundry applications and special melts
Quality & Supply
Consistent product, clear paperwork, and dependable delivery
Documentation, consistency, and timing matter as much as properties. Every shipment is backed by data and packaging that protects what you paid for, with clear lead-time guidance and inventory options to keep your schedule intact. No guesswork.
- Certificates and documentation available on request
- Standard lengths and packaging formats
- Warehouse storage and coordinated delivery

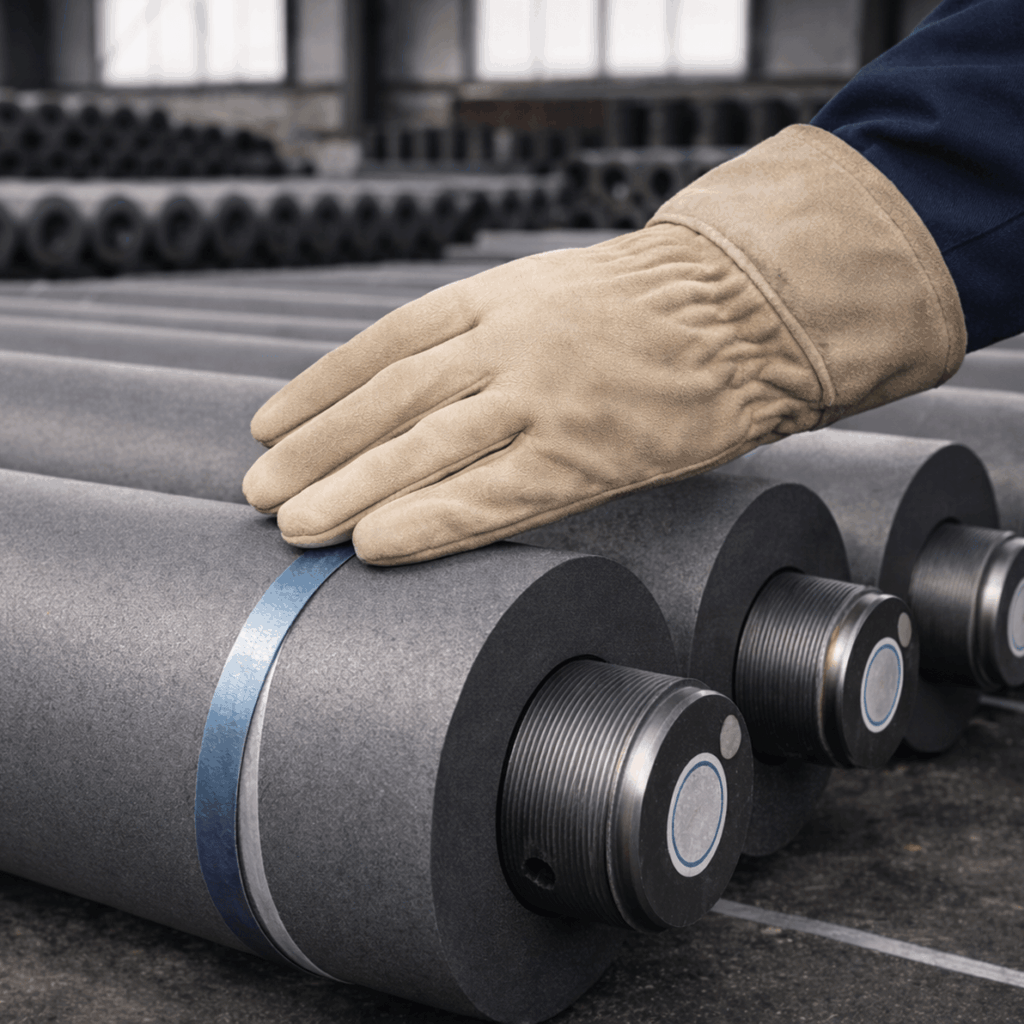
Handling & Safety
A steady arc starts with safe, repeatable handling. Graphite is heavy, low-friction, and conductive, so treat every move as a controlled operation and follow your plant procedures and these handling best practices at all times.
Receiving & Unloading
- Unload pallets as units when possible. If you must unload individual electrodes, secure each piece to prevent roll-off.
- When lifting to or from the EAF, use approved fixtures and ensure the lift is stable.
Storage
- Minimize stack height to avoid instability.
- Follow plant/warehouse limits for maximum safe stacking height.
PPE & Heat
- Maintain a safe distance from the furnace during operation.
- Use appropriate heat-resistant clothing, gloves, face/eye protection, and other required PPE.
Lifting & Moving
- For single electrodes (crane or cart): use proper lifting devices; never rely on friction alone.
- Chock/stop round stock during staging to prevent uncontrolled rolling.
- Stay clear of the suspended load and its travel path.
Assembly & Use
- Do not use electrodes with damaged threads or end faces. Tag and report.
- Before connecting, clean the joint (air-blow; remove debris/oil). Keep threads capped until make-up.
- During moves to/from the furnace, avoid impacts to ends and threads.
- When making up joints, center properly and tighten with the specified wrench/fixture to the verified torque. Do not run with a loose joint.
- Remember: graphite conducts heat and electricity. Contact can shock or burn.
Broken/Used Electrodes
- Remove with a chain or tongs; do not use a wire lift that could slip.
- Keep clear of the suspended piece and travel path.
- When cutting, wear a dustproof mask and goggles; graphite dust can irritate lungs and eyes.
- At any sign of physical distress, contact first aid/medical immediately.
- Avoid slips in areas with graphite dust; don’t step on bare electrodes.
- Even if the surface looks black (cool), assume it may be hot. Verify before handling.
- Keep the broken-electrode yard free of combustibles.
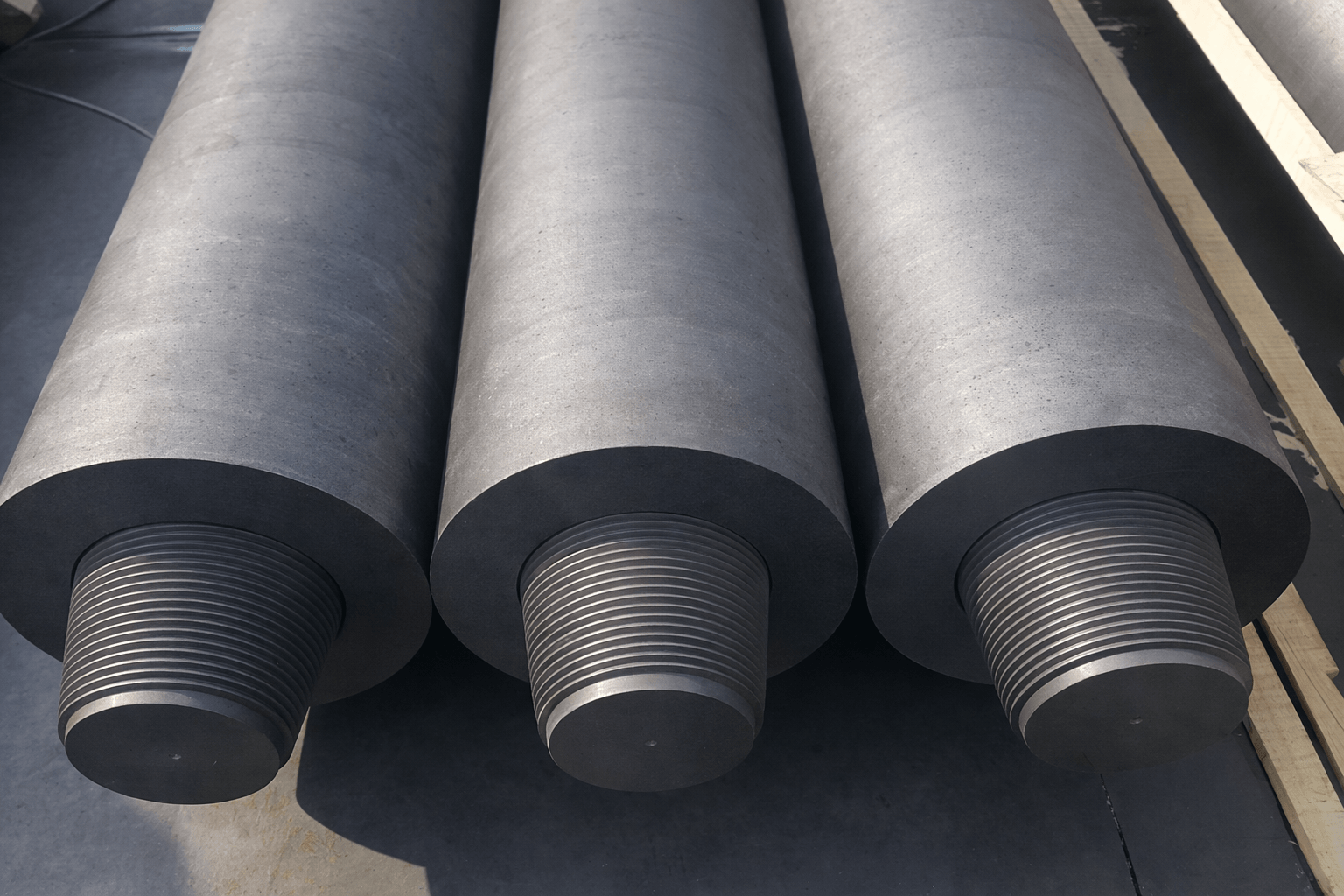
Connections, Quality & Docs
Joint integrity is where uptime is won or lost. Ei6 supplies the thread types and mating parts you run today, specified for clean assembly and low joint resistivity, with documentation to back it up.
Connections Offered
- Threads: 3 TPI and 4 TPI
- Joint types: Male and Female nipples/threads
Quality & Materials
- Nipples manufactured with 100% needle-coke material
- Products certified by our technical team and built to meet applicable industry specifications
- Certificates available on request (lot/grade details)
Resources
- Specifications Chart (PDF)
- Request Certificates / Documentation. Send a Message
Electrodes Handling Recommendations
Technical Support
On-site insight, real-world performance
Every melt shop runs differently, and our job is to help you run yours better. The Ei6 technical team partners with EAF, ladle, and foundry operations to improve arc stability, reduce electrode consumption, and minimize unplanned downtime. From installation to optimization, we are here to support you step-by-step.
Our team supports you with:
- Trial monitoring – on-heat observation and follow-up reporting
- Performance analysis – consumption, breakage, and joint integrity reviews
- Practice recommendations – current density, diameter selection, torque guidance
- Accessory inspection – nipples, threads, caps, and lifting fixtures
- Furnace monitoring – identifying operational causes of premature wear or breakage
FAQs
Which thread do I need—3 TPI or 4 TPI?
Match the connection to your existing columns and sockets. If you’re unsure, share your current joint details and we’ll confirm compatibility.
How tight should I make the joint?
Use the recommended torque range for your diameter and tool. We’ll provide guidance and a quick checklist so make-ups are consistent.
Can I get certificates and traceability?
Yes. Our technical team provides certs and documentation on request.